Automotive Supply Chain Insights: Fastener Surface Treatment & Coating Process Selection Guide
Denne artikkelen fokuserer på overflatebehandling og beleggprosesser for festemidler, og gir en grundig analyse av deres funksjonelle krav og tilbyr spesifikk valgveiledning for å hjelpe ingeniører og anskaffelsesfagfolk å ta mer informerte beslutninger.
Funksjonsanalyse av festningsbehandlinger

Overflatebehandlinger for festemidler er ikke bare for estetikk; Enda viktigere er at de gir spesifikke funksjonelle egenskaper for å oppfylle forskjellige applikasjonsmiljøer og ytelseskrav. Nøkkelfunksjoner inkluderer:
Korrosjonsbeskyttelse: Dette er det primære målet. Metallfester (spesielt karbonstål) er utsatt for rust i fuktig, saltspray, kjemiske eller andre etsende miljøer, noe som fører til redusert styrke, kompromittert utseende og til og med funksjonell svikt. Overflatebehandlingslag fungerer som en fysisk barriere eller gir elektrokjemisk (offeranode) beskyttelse for å isolere etsende medier, noe som utvider faste levetid betydelig.
Friksjonskontroll: Forholdet mellom dreiemomentet som ble påført under stramming og den resulterende klemkraften (forhåndsinnlasting) påvirkes betydelig av friksjonskoeffisienten. Spesifikke belegg (f.eks. Fosfatolje, sinkflakbelegg med integrert smøremiddel) kan gi en stabil og forutsigbar friksjonskoeffisient, noe som sikrer jevn forhåndsinnlasting for det samme påførte dreiemomentet, noe som er avgjørende for påliteligheten til kritiske ledd.
Slitestyrke: I applikasjoner som involverer hyppig montering/demontering eller relativ bevegelse, kan festetråder og hoder slites ned. Enkelte harde belegg (f.eks. Karburisering, nitriding eller spesifikke legeringsplatinger) kan øke overflatens hardhet og øke slitestyrken.
Hydrogen-embitlasjonsredusering: høye styrkefester (typisk eiendomsklasse ≥ 10,9 eller amerikanske grad 8 og over) er utsatt for hydrogenabsorpsjon under sur sylting og elektropletterende prosesser, noe som fører til forsinket brudd (hydrogen-omfang). Å velge prosesser uten risiko for hydrogenfulhet (f.eks. Mekanisk plettering, sinkflakbelegg) eller sikre tilstrekkelig hydrogenavlastning etter platting er kritisk for sikkerheten til høye styrke-bolter.
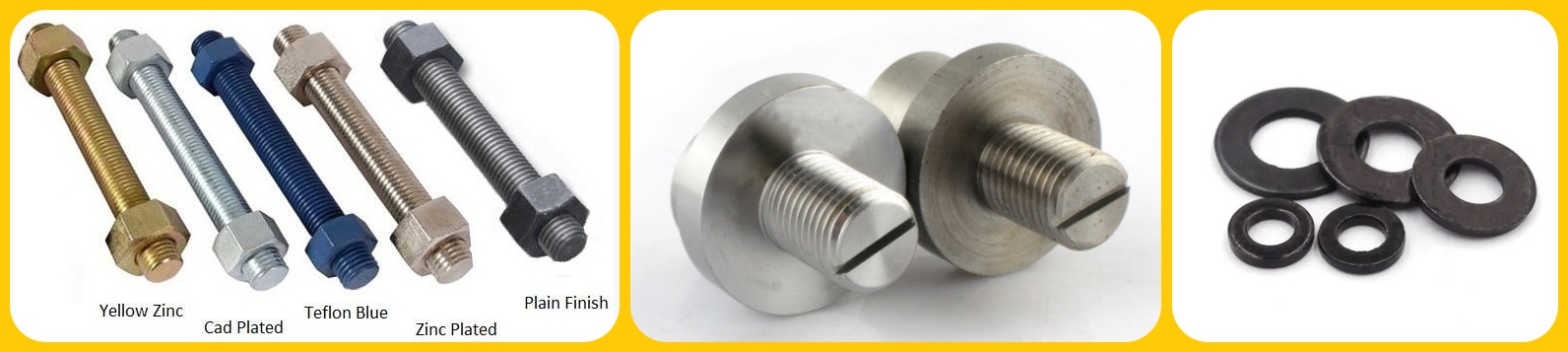
Utseende og identifikasjon: Overflatebehandlinger kan gi forskjellige farger og glansnivåer for å oppfylle produktets estetiske krav. Spesifikke farger (f.eks. Visse passiveringsfarger, organiske beleggfarger) brukes noen ganger til å skille festemidler med forskjellige spesifikasjoner, materialer eller formål.
Konduktivitet/isolasjon: De fleste metallbelegg opprettholder god elektrisk konduktivitet, egnet for bruksområder som krever elektrisk tilkobling (f.eks. Jording). Motsatt kan noen organiske belegg eller tykke passivasjonsfilmer tilby noen isolerende egenskaper.
Forbedring av vedheft: Visse behandlinger (som fosfating) kan gi en grov, porøs overflate som forbedrer vedheftet av påfølgende maling eller limapplikasjoner.
Dyptgående titt på vanlige feste av deg overflatebehandling/beleggprosesser
Her er noen mainstream festningsbehandlingsprosesser og deres egenskaper:
Elektro-galvanisering / sinkplatting: Prosess: Avsetning av et sinklag på festeoverflaten via elektrokjemiske metoder. Vanligvis etterfulgt av passivering (kromat eller ikke-kromat) for å forbedre korrosjonsmotstanden og utseendet (vanlige finish inkluderer klar/blå, gul iriserende, svart, oliven-drab). Kjennetegn: Relativt lave kostnader, ensartet belegg, godt utseende, gir grunnleggende korrosjonsbeskyttelse (offeranode). Passiveringslag påvirker endelig korrosjonsmotstand betydelig. Risiko for hydrogen -omfavnelse; Hydrogenavlastningsbaking som kreves for deler av høy styrke. Korrosjonsmotstand: Moderat, nøytral saltspray (NSS) testtid varierer vanligvis fra 24 timer til 200 timer, avhengig av tykkelse og passiveringstype. Friksjonskoeffisient: Relativt høy og variabel med mindre spesifikke etterbehandlinger (som tetningsmidler/smøremidler) påføres. Bruksområder: Innemiljøer, generell industriell bruk, bilinteriør, elektronikk, applikasjoner med lave korrosjonskrav.
Hot-dip galvanisering (HDG): prosess: nedsenkende festemidler i smeltet sink for å danne et tykt lag som omfatter sinkjernlegeringer og ren sink. Kjennetegn: Veldig tykt belegg (typisk> 40 μ m) gir utmerket langsiktig korrosjonsbeskyttelse, spesielt for tøffe utemiljøer. Overflaten er generelt grovere enn elektroplatering og kan påvirke trådtilpasningen (krever ofte store tappede nøtter eller trådgodtgjørelser). Prosess med høy temperatur eliminerer generelt risiko for hydrogenforvirring. Høyere kostnad enn sinkplating. Korrosjonsmotstand: Utmerket, NSS -timer når ofte 500 til 1000 timer. Friksjonskoeffisient: høy og variabel. Bruksområder: Utendørs strukturelt stålverk, kraftoverføringstårn, Highway Wainterrails, solcellepanelet, tungt utstyr, applikasjoner som krever korrosjonsbeskyttelse på lang levetid.
Mekanisk plating: Prosess: kald-sveising (påvirkning) sinkpulver på festet overflaten ved hjelp av glassperler eller andre påvirkningsmedier i et roterende fat. Karakteristikker: Godt beleggstykkelse enhetlighet og vedheft. Nøkkelfordel: Ingen risiko for hydrogenforringelse, noe som gjør det ideelt for høye styrkefester. Korrosjonsmotstand er lik eller litt bedre enn elektroplisert sink av samme tykkelse. Korrosjonsmotstand: Moderat til god, avhengig av beleggtykkelse. Friksjonskoeffisient: Ligner på elektroplisert sink, kan modifiseres med etterbehandling. Bruksområder: Festemidler med høy styrke (f.eks. Klasse 10,9/12,9 bolter), deler som er følsomme for hydrogen-brodering, fjærstålkomponenter.
Fosfating: Prosess: fordypende festemidler i en fosfatoppløsning for å danne et uoppløselig fosfatomdannelsesbelegg (ofte sinkfosfat eller manganfosfat) via kjemisk reaksjon. Krever vanligvis etterfølgende oljing eller voksing for forbedret rustforebygging og smøring. Kjennetegn: lave kostnader. Selve fosfatlaget gir begrenset rustbeskyttelse, men gir en utmerket base for oljer, voks eller maling. Manganfosfat gir god slitestyrke og anti-gallende egenskaper. Fosfasjonsprosesser har også en viss risiko for hydrogenforbrenthet (mindre enn elektroplatering). Korrosjonsmotstand: lav (fosfatlag alene) er avhengig av påfølgende rustforebyggende olje/voks. Friksjonskoeffisient: Fosfatolje kan gi en lav og stabil friksjonskoeffisient, ofte brukt der presis forhåndsinnlasting er nødvendig. Bruksområder: Som en base for oljetetting eller maling, bilmotorkomponenter, skjøter som krever stabil friksjon, kaldforming av smøring.
Sinkflakbelegg (ikke-elektrolytisk påført sinkflak): Prosess: Påføring av en maling som inneholder sink- og/eller aluminiumsflak til festet overflaten via dukkert-spin- eller spray-metoder, etterfulgt av herding (baking). Typiske merker inkluderer Dacromet®, Geomet®, Zintek®, Magni®. Kjennetegn: gir veldig høy korrosjonsbeskyttelse (selvhelbredende effekter av ofringsbarriere). Oppnår høy motstand med tynne lag (typisk 8-15 μ m). Ingen risiko for hydrogenforbrenthet, ideell for høye styrkefester. Inkluderer ofte integrerte smøremidler for stabile og kontrollerte friksjonskoeffisienter. Fargene er vanligvis sølvgrå eller svart. Korrosjonsmotstand: Veldig høy, NSS -timer varierer ofte fra 600 timer til 1500h. Friksjonskoeffisient: kan kontrolleres nøyaktig innenfor spesifikke områder (f.eks. 0,09 - 0,15) etter behov. Bruksområder: Bilindustri (chassis, konstruksjonsdeler, bremsesystemer), vindenergi, konstruksjonsmaskiner, høye styrkefester, bruksområder som krever høy korrosjonsmotstand, frihet fra hydrogenforvirring og presis momentkontroll.
Legeringsplatting (f.eks. Sink-nikkel): Prosess: Samavsetning av to eller flere metaller elektrokjemisk, for eksempel sink og nikkel (typisk 12-15% Ni). Krever også passivering. Kjennetegn: Tilbyr høyere korrosjonsmotstand og bedre varmebestandighet enn ren sinkplatting. Nedre galvanisk korrosjonspotensial når du er i kontakt med aluminiumslegeringer. Godt utseende. Bærer fortsatt risiko for hydrogenforvaltning; Krever hydrogenavlastning. Høyere kostnader enn ren sinkplatting. Korrosjonsmotstand: Høyt, NSS -timer varierer typisk fra 720 timer til 1000 timer. Friksjonskoeffisient: Avhenger av passivering og etterbehandling. Bruksområder: Automotive (spesielt under-hette, kontakt med aluminiumsdeler), romfart, applikasjoner som krever korrosjonsmotstand med høy temperatur.
Organiske belegg (f.eks. Epoksy, PTFE): Prosess: Sprøyting eller dip-coating organiske harpikser (som epoksy, polyuretan, PTFE) og herding av dem. Kjennetegn: Gi utmerket kjemisk motstand og korrosjonsbeskyttelse (barriereeffekt). Tilgjengelig i forskjellige farger. PTFE-belegg tilbyr veldig lav friksjon og ikke-pinneegenskaper. Tykkere belegg kan påvirke dimensjonal passform. Korrosjonsmotstand: veldig høy, avhengig av beleggtype og tykkelse. Friksjonskoeffisient: Veldig lav for PTFE -belegg. Varierer for andre typer. Bruksområder: Kjemisk prosessutstyr, Marine Engineering, Applications som krever spesifikke farger, lav friksjon eller kjemisk motstand.
Passivering for rustfritt stål: Prosess: ikke et "belegg", men en kjemisk behandling (vanligvis ved bruk av nitrogen eller sitronsyre) for å fjerne fritt jern og andre forurensninger fra overflaten i rustfritt stål og fremme dannelsen av en tykkere, mer ensartet og mer inert kromrikt oksydlag (passiv film). Kjennetegn: Forbedrer den iboende korrosjonsmotstanden til rustfritt stål, og opprettholder det metalliske utseendet. Enkel og relativt rimelig prosess. Korrosjonsmotstand: Forbedrer den naturlige korrosjonsmotstanden til rustfritt stål. Friksjonskoeffisient: Relativt høy. Bruksområder: Alle typer rustfritt stålfester, spesielt etter maskinering eller for applikasjoner som krever høyere renslighet og korrosjonsmotstand.
Spesifikk utvalgsveiledning for festebehandlinger
Å velge passende overflatebehandling krever å balansere applikasjonsmiljøet, ytelseskrav, kostnader og forskrifter:
Grunnleggende innendørs / lav korrosjonsmiljø: Krav: Grunnleggende rustforebygging, rent utseende. Anbefalinger: sinkplating (klar/blå eller gul iriserende, tykkelse ≥ 5 μ m) passende passivering. Fosfat rust-forebyggende olje hvis kostnadsfølsom.
Generelt utendørs / industrielt miljø (moderat korrosjon): Krav: Bedre værmotstand og rustforebygging. Anbefalinger: Tykkere sinkplatting (≥ 8-12 μ m) Høyt ytelse passivering (f.eks. Tykke lagspassivering), mekanisk platting eller sinkflakbelegg på grunnleggende nivå.
Hardt utendørs / marin / høy luftfuktighet / kjemisk miljø (høy korrosjon): Krav: Langsiktig, pålitelig korrosjonsbeskyttelse.
Anbefalinger: Hot-dip galvanisering (HDG) (egnet der trådtilpasningstoleranse er mindre kritisk), høytytende sinkflakebelegg (Geomet®, Zintek®, Magni®, etc.), sink-nikellegering, eller velg rustfritt stålfestemidler direkte (passivasjon). Organiske belegg (f.eks. Epoksy) kan også vurderes.
Festemidler for høy styrke (eiendomsklasse ≥ 10,9): Krav: Unngå risiko for hydrogenforvaltning mens du oppfyller korrosjonsbeskyttelsesbehov.
Anbefalinger: Prioriter prosesser uten hydrogenforvirringsrisiko: sinkflakbelegg, mekanisk plating. Hvis du bruker elektroplatering (sink eller sink-nikkel), må du sikre grundig og effektiv hydrogenavlastningsbaking i henhold til standarder, med streng prosesskontroll og validering. HDG utgjør generelt ingen han risikerer, men vær oppmerksom på problemer med tråden passform.
Krever presis momentkontroll / stabil friksjonskoeffisient: Krav: Høy konsistens i forhåndsinnlasting. Anbefalinger: Fosfatolje/voks, sinkflakbelegg med integrerte smøremidler, sink/sink-nikkelbelegg med smøremidler. Konsulter alltid leverandørdata for friksjonskoeffisienten (vanligvis spesifisert under definerte testbetingelser).
Miljø med høy temperatur (f.eks. Motorrom): Krav: Beleggstabilitet ved forhøyede temperaturer. Anbefalinger: sink-nikkellegering, visse spesialiserte sinkflakbelegg, manganfosfating eller ikke-belagt varmebestandig stål/rustfritt stål. Standard sinkplating ytelse degraderer ved høyere temperaturer (f.eks.> 15 0 ∘ C).
Utseende krav: Krav: Spesifikk farge eller glans. Anbefalinger: Sinkplatering av forskjellige passiveringsfarger (klar/blå, gul, svart), svart oksid, sinkflakbelegg (sølvgrå/svart), organiske belegg (forskjellige farger). Passivert rustfritt stål for metallisk utseende.
Krever elektrisk ledningsevne (f.eks. Jording): Krav: Lav kontaktmotstand. Anbefalinger: De fleste metallbelegg (sink, sink-nikkel) gir god konduktivitet, men legg merke til at passiveringslag kan innføre svak isolasjon. Unngå tykke organiske belegg. Sørg for rene kontaktflater.
Kontakt med forskjellige metaller (f.eks. Aluminiumslegeringer): Krav: Minimer galvanisk korrosjonsrisiko. Anbefalinger: sink-nikkellegering (potensiell nærmere aluminium), sinkflakbelegg (de som inneholder aluminium tilbyr fordeler), eller bruk isolerende skiver/belegg for isolasjon. Unngå direkte kontakt mellom vanlig stål/kobber og aluminium.
Nøkkeloverflatebehandlingsegenskaper og hensyn
Korrosjonsmotstand: Definisjon: Evne til å motstå miljøforringelse, ofte målt ved nøytral salt spray (NSS) testtimer (h) per standarder som ISO 9227. F.eks. NSS 240H betyr ikke noe spesifisert korrosjonsnivå (vanligvis rød rust) i løpet av 240 timer i en standard salt spray -kammer. Valg: Velg passende NSS -timer basert på servicemiljøets korrosivitetskategori. Generelt innendørs> 72H, fuktig/generell utendørs> 240H, tøffe miljøer> 600H eller til og med 1000H.
Belegg/avsetningstykkelse: Definisjon: Tykkelsen på overflatebehandlingslaget, vanligvis i mikrometer (μ m). Effekt: Direkte påvirker korrosjonsmotstand, kostnad og passform (spesielt for gjengede festemidler). Overdreven tykkelse kan forårsake monteringsproblemer. Standarder som ISO 4042 spesifiserer krav.
Friksjonskoeffisient (COF / μ): Definisjon: Parameter som beskriver friksjonen mellom tråder og under hodet under stramming. Effekt: Bestemmer klemmekraften (forhåndsinnlasting) oppnådd for et gitt strammingsmoment (t = k ⋅ f ⋅ d, hvor k er nært beslektet med COF). En stabil og kontrollert COF er viktig for felles pålitelighet. Valg: For kritiske skjøter, velg belegg som gir stabil COF (f.eks. Sinkflak, fosfatolje). Se eller teste COF-området (vanligvis 0,08-0,20) basert på designkrav.
Hydrogen Embittlement (HE) Risiko: Definisjon: Stål med høy styrke absorberer hydrogen under produksjon eller plettering, reduserer duktilitet og potensielt fører til uventet forsinket sprø brudd under stress. Valg: For eiendomsklasse ≥ 10,9 (eller hardhet ≥ 320 timer v), prioritere prosesser uten noen HE-risiko (mekanisk platting, sinkflak) eller sikre tilstrekkelig etter-plating baking per standarder (f.eks. ISO 4042).
Adhesjon og duktilitet: Definisjon: Hvor godt belegget binder seg til basismetallet og dens evne til å motstå sprekker eller skrelling under stress/deformasjon. Valg: Belegget må tåle installasjonsspenninger uten å flassere. Vurdert via tester som bøyning, påvirkning eller vedheftingstester på tvers av klam.
Temperaturmotstand: Definisjon: Den maksimale driftstemperaturen som belegget opprettholder sine egenskaper (først og fremst korrosjonsbeskyttelse). Valg: Velg basert på maksimal servicetemperatur. Legg merke til at noen belegg (som standard sinkplatering av passivering) nedbryter ved forhøyede temperaturer.
Kostnad: Definisjon: Relativ utgifter til forskjellige overflatebehandlingsprosesser. Valg: Balansekostnad med ytelseskrav. Generelt er sinkplating/fosfating lavere kostnader, mens HDG/sinkflak/sink-nikkel er høyere kostnader.
Miljøforskrifter: Definisjon: Regler som EU ROHS (begrensning av farlige stoffer) og rekkevidde (registrering, evaluering, autorisasjon og begrensning av kjemikalier 1) begrenser bruken av stoffer som heksavalent krom (CR6) og kadmium (CD).

Som kritiske C-deler i bilfesteforsyningskjeden, er effektiv styring av kulepigger avgjørende for å optimalisere den generelle effektiviteten til forsyningskjeden. Vi forstår utfordringene kjøpere og ingeniører står overfor for å sikre stabil forsyning, redusere kostnadene og forbedre kvaliteten. Ved å samarbeide med oss, kan du:
Strømlinjeforme anskaffelser: Vi tilbyr one-stop-løsninger, reduserer leverandørnumre og styringskostnader.
Optimaliser lagerstyring: Vi tilbyr VMI (leverandørstyrt varelager) og JIT (Just-in-Time) leveringstjenester, og sikrer rettidig levering og reduserer inventaroppbygging.
Forbedre kvalitetskontroll: Vi har et IATF 16949 -sertifisert produksjonssystem, og sikrer at produktkvaliteten oppfyller de høyeste standardene.
Bygg langsiktige partnerskap: Vi er opptatt av å etablere langsiktige, stabile partnerskap med våre kunder, i fellesskap adressere forsyningskjedeutfordringer og oppnå gjensidige fordeler.

Møt noen få medlemmer av vårt dedikerte team, klare til å hjelpe deg:
Coco Chen, direktør for forretningsutvikling: coco.chen@zjzrap.com
Freddie Xiao, kontosjef: Freddie.xiao@zjzrap.com
Brian XU, teknisk salgsassistent: brian.xu@zjzrap.com
Utforsk våre evner og omfattende produktsortiment: https://www.zjzrqc.com/product
IATF16949 sertifisert

HQ og fabrikkadresse:
Nr. 680, Ya'ao Road, Daqiao Town, Nanhu District, Jiaxing City, Zhejiang Province, Kina

 Online kart for å se hvor vi er nøyaktig lokalisert:
Online kart for å se hvor vi er nøyaktig lokalisert:

LinkedIn -side • Produkter • Video Showcase • Kontakt oss • Capafair Ningbo 2025

Og få en gratis konsultasjon!
-

Nr. 680, Ya'ao Road, Daqiao Town, Nanhu District, Jiaxing City, Zhejiang Province, Kina
-

+86-0573-82582688
-
+86-18858333555
-

zrqiche@163.com

Copyright © Zhejiang Zhongrui Auto Parts Co., Ltd.
